Sammenlignet med tradisjonelle produksjonsmetoder representerer 3D-printing et mer økonomisk, praktisk og miljøvennlig alternativ, med redusert avfall og færre giftige biprodukter. Denne teknologien har til og med gjort det mulig for prototyping og mindre produksjoner å finne sted i hjemmemiljø. Til tross for sin brukervennlighet, er 3D-printing likevel ikke en enkel prosess.
Utallige faktorer kan føre til at en 3D-print mislykkes – fra feil stramming av remmer og dyser til feilinnstilling av en av de mange parametrene i slicer-programvaren. Men frykt ikke, for vi har samlet en oversikt over de hyppigste årsakene til feil under 3D-printing, samt praktiske råd for hvordan du kan unngå dem.
1. Tråding
Tråding er kanskje ikke en katastrofal feil ved kosmetisk 3D-printing, men tynne tråder av plast som strekker seg over tomrom i modellen ødelegger formålet. Enda verre er det at overdreven tråding kan forårsake problemer med passform for funksjonelle deler, særlig de med bevegelige komponenter.
Hva forårsaker tråding?
Denne uønskede feilen oppstår når en 3D-printer ikke klarer å forhindre at smeltet filament siver ut av dysen når den beveger seg over tomme områder i 3D-modellen. Dette fenomenet skyldes flere faktorer, som filamentets viskositet og trykket i dysen.
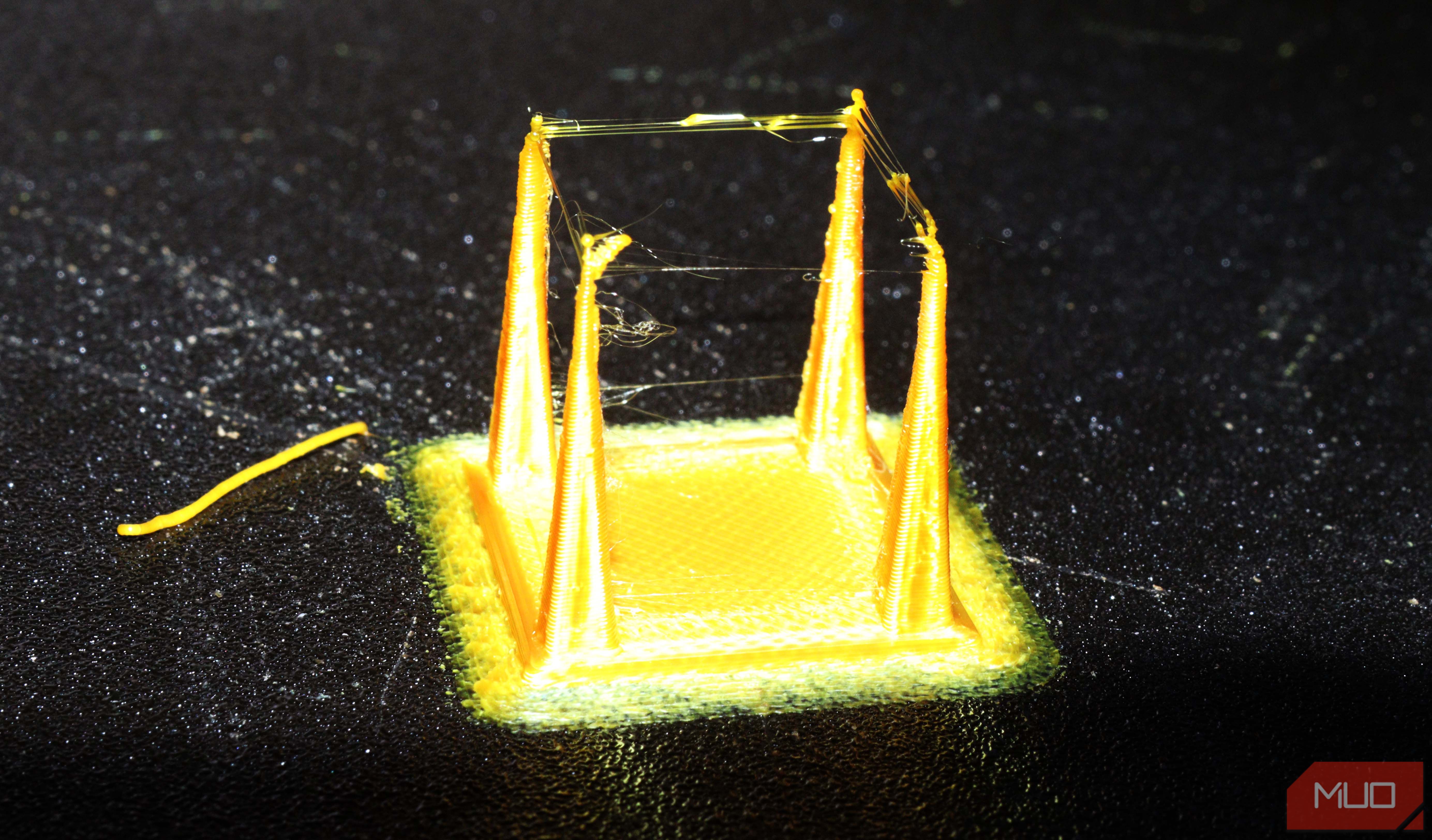
Høye utskriftstemperaturer gjør det enklere for filamentet å lekke ut av dysen, noe som fører til tråder. Hvis trykket i dysen ikke reduseres i tide, vil smeltet plast også presses ut før det skal. I tillegg kan fuktighet i filamentet bidra til tråding. Visse materialer, som PETG, er mer utsatt for denne type feil.
Slik fikser du tråding: Bruk en lavere temperatur
Jo varmere dysetemperaturen er, desto lettere vil filamentet lekke når det ikke skal. En korrekt innstilt dysetemperatur gir riktig viskositet, slik at 3D-printeren kan kontrollere flyten av smeltet filament mer nøyaktig. Heldigvis finnes det en enkel måte å oppnå dette på.
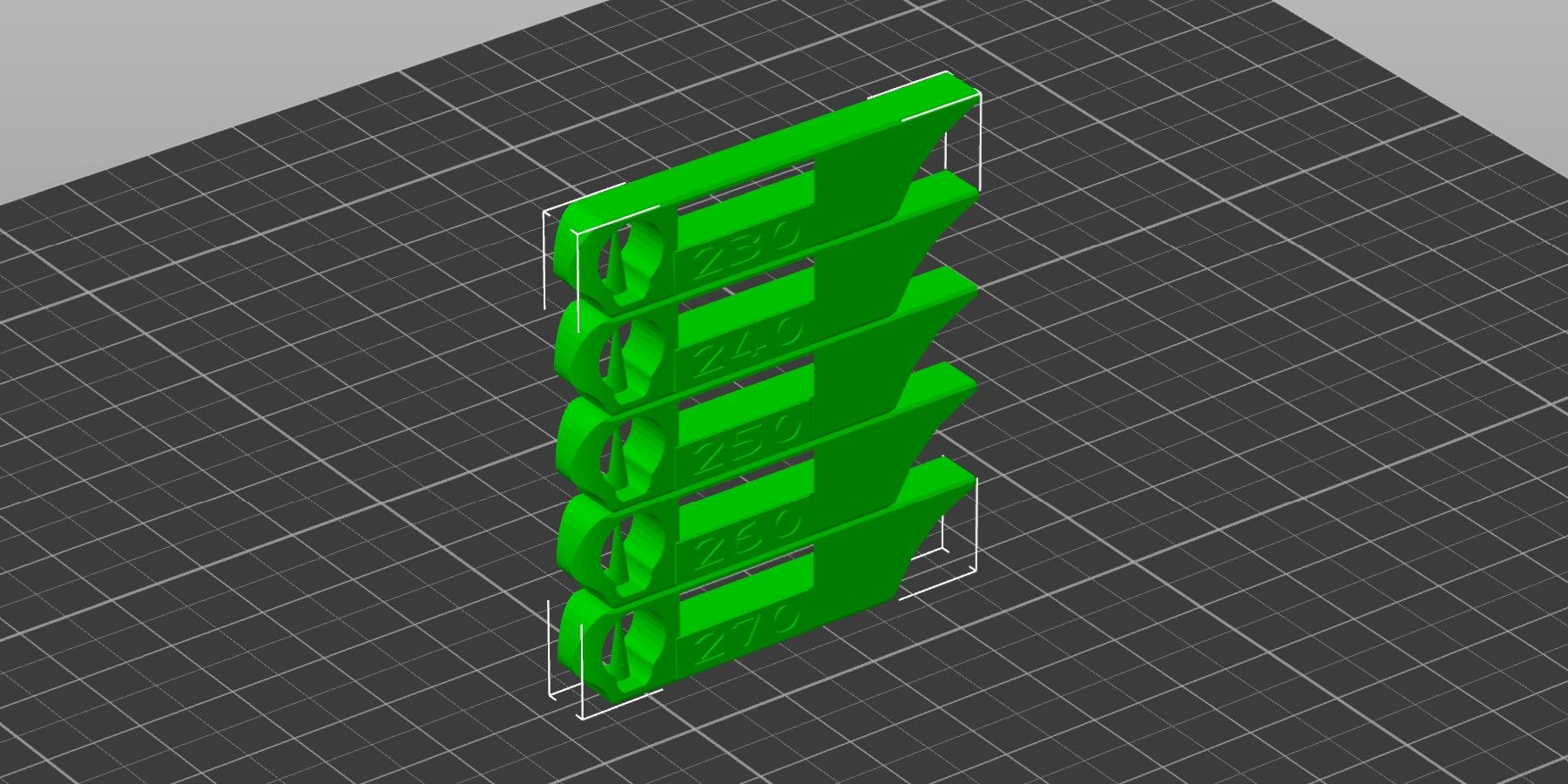
De fleste moderne slicere, som PrusaSlicer eller SuperSlicer, har innebygde testmodeller for temperaturtårn. Disse verktøyene hjelper deg med å finjustere dysetemperaturen for ditt spesifikke filament. Temperaturtårnet lar deg skrive ut ulike deler av modellen ved forskjellige temperaturer.
Dette er ideelt for å finne den optimale temperaturen, der du maksimerer vedheft mellom lagene og minimerer tråding. Undersøk testutskriften nøye for å finne den temperaturen som gir tilstrekkelig styrke for din applikasjon, samtidig som tråding holdes under kontroll.
Slik justerer du tilbaketrekkingsinnstillingene
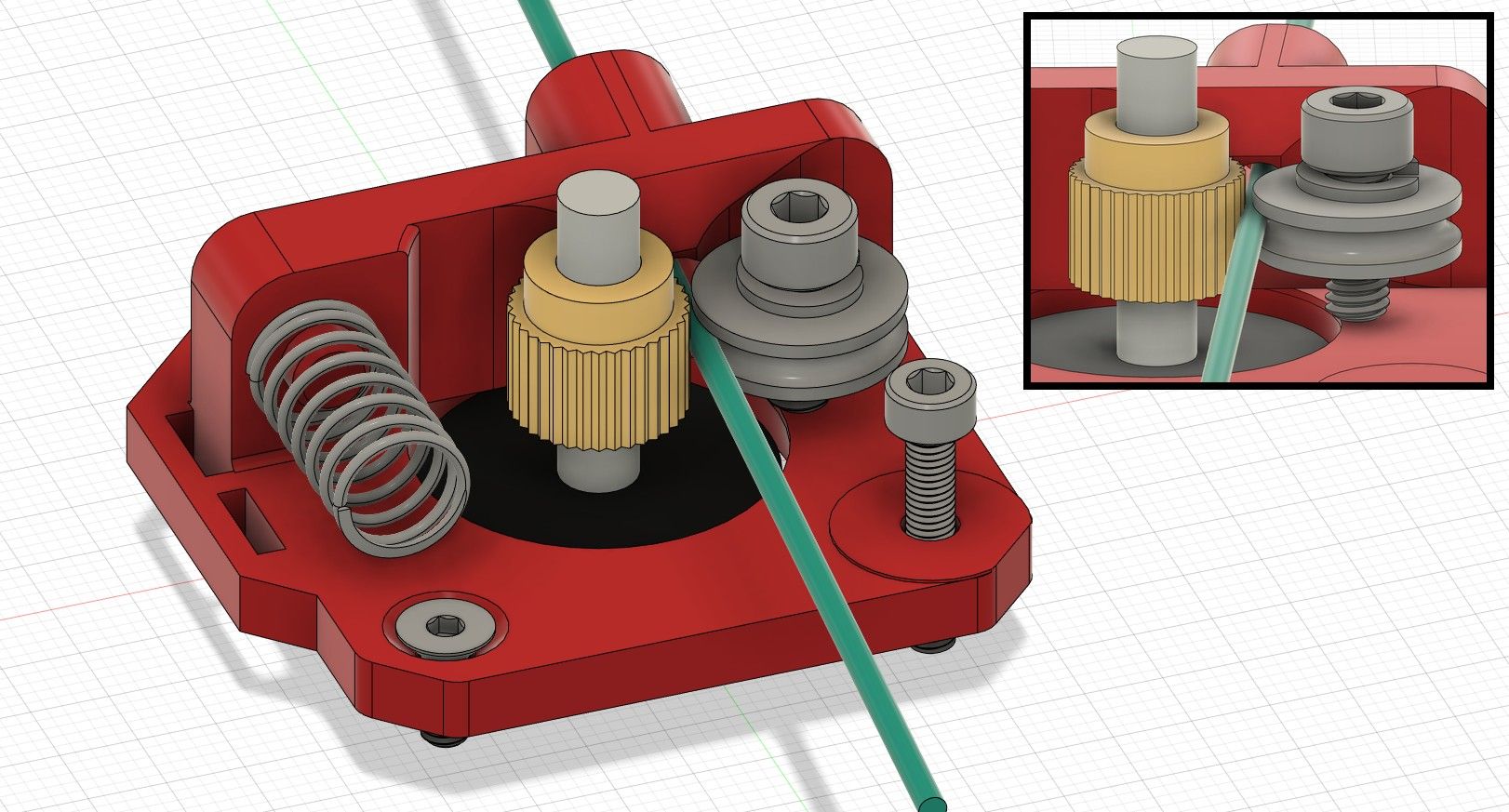
Etter å ha justert dysetemperaturen, kan vi hjelpe printeren din med å redusere trykket i dysen. Å presse smeltet filament gjennom en liten åpning krever betydelig trykk. Hvis dette trykket ikke reduseres i tide, vil filamentet fortsette å lekke fra dysen og forårsake tråder.
Slicer-programvaren din har en innstilling kalt tilbaketrekkingsavstand som er designet for dette formålet. Den reduserer trykket i dysen ved å trekke filamentet tilbake. Tilbaketrekkingsavstanden måles i millimeter, og varierer mellom 0,4 mm og 1,2 mm for direktedrevne ekstrudere. Bowden-ekstrudere krever vanligvis mellom 2 mm og 7 mm tilbaketrekking. Hvis du er usikker på hvilken ekstrudertype du har, finnes det ressurser som forklarer forskjellen mellom direkte- og Bowden-ekstrudere.
Tilbaketrekkingsavstanden avhenger også av filamentets stivhet og elastisitet. Det beste er å skrive ut kalibreringsmodeller som er optimalisert for tilbaketrekking, slik at du kan finne de ideelle innstillingene for din 3D-printer. De fleste slicere har innebygde tilbaketrekkingstårn, og hvis ikke, kan du laste ned et tilbaketrekkingstårn fra for eksempel Printables.
I tillegg til tilbaketrekkingsavstanden påvirker også tilbaketrekkingshastigheten tråding. Vanligvis ligger den mellom 25 mm/s og 60 mm/s for de fleste filamenter, men dette avhenger også av typen ekstruder (direkte eller Bowden) og filamentets egenskaper. En for lav hastighet vil forverre trådingen, mens en for høy hastighet kan føre til at filamentet tygges opp av ekstruderens gir, eller til og med at det klikker ut. Igjen er kalibreringsutskrifter den beste måten å finne de optimale innstillingene på.
2. Dysestopp
Dysestopp oppstår når filamentet ikke klarer å passere gjennom dysen, noe som resulterer i ufullstendige utskrifter eller manglende ekstrudering. I motsetning til tråding vil dette alltid føre til at utskriften mislykkes. Det kan også være vanskelig å finne årsaken til dysestopp på grunn av de mange variablene som spiller inn.

Hva forårsaker dysestopp, og hvordan kan de forhindres?
En 3D-skriverekstruder er et komplekst system med mange mulige feilpunkter. De vanligste årsakene til dysestopp varierer fra mekaniske problemer med ekstruderen, dysen eller varmeelementet, til valg av filament og håndteringsrutiner. La oss se på noen av de vanligste årsakene:
Filamentkvalitet: Billigere filamenter kan inneholde støv og rusk som kan samle seg i dysen over tid og blokkere den. Det er ikke uvanlig å finne metallfragmenter i filamenter fra produsenter som ikke følger standarder. Selv små partikler kan tette en dyse som har en åpning på bare 0,4 mm. Det er derfor fornuftig å bruke filamenter av høy kvalitet fra anerkjente merker. Du kan også redusere de negative effektene av billige filamenter ved å følge veiledningen vår om forebyggende vedlikehold av dyser.
Feil dysestørrelse: Teknisk filament, som inneholder karbonfiber- eller glassfiberblandinger, kan lett tette standard 0,4 mm-dyser. Det er bedre å bruke større 0,6 mm-dyser for å redusere risikoen for at de relativt store partiklene blokkerer den lille åpningen. Dette gjelder også for filamenter som inneholder tre, selvlysende materialer eller metall.
 Bildekreditt: Nachiket Mhatre
Bildekreditt: Nachiket Mhatre
Overdreven laghøyde: Tykkere lag gir raskere utskrifter, men overdreven laghøyde kan føre til dysestopp. Laghøyden bør ideelt sett ikke overstige 75 % av dysestørrelsen. Det betyr at en laghøyde på 0,3 mm er omtrent det maksimale du kan bruke sikkert med en 0,4 mm-dyse.
Utskrift med større laghøyder krever et radikalt høyere volum av filament, noe som er vanskelig uten å øke dysetemperaturen. Hvis ikke nok varme tilføres, vil det være umulig for ekstruderen å presse det kalde filamentet ut av dysen.
Varmekryp: Utskrifter med for høye temperaturer kan føre til at varme «kryper» fra den varme siden gjennom varmebryteren til den kalde siden. Dysestopp oppstår når filamentet smelter på feil side av varmebryteren. Hvis viften på varmeelementet slutter å fungere, trenger du ikke engang å skrive ut med spesielt høy temperatur for at lavsmeltende materialer som PLA skal tette dysen.
Du kan redusere risikoen for varmekryp ved å sjekke at viften på varmeelementet fungerer som den skal før utskrift. Bruk av varmebrytere i titan eller tynnere stål bidrar også. Hvis du skriver ut PLA i en lukket skriver, kan det være lurt å holde døren åpen. Hvis ingenting annet fungerer, kan det være nødvendig å oppgradere til en kraftigere vifte på varmeelementet.
Slitasje på ekstruderen: Ekstrudermotoren og giret må generere betydelig dreiemoment for å skyve filamentet gjennom dysen, særlig ved høye utskriftshastigheter med materialer som krever høyere temperaturer. Dreiemomentet til en eldre ekstrudermotor kan avta over tid, eller ekstruderens gir kan være slitt. En kombinasjon av disse faktorene på en gammel printer kan redusere ekstruderingskraften nok til å forårsake dysestopp.
Når du først har opplevd en dysestopp, kan vår veiledning for fjerning av blokkeringer i dysen være nyttig.
3. Vridning
Vridning oppstår når hjørnene eller kantene på en utskrift løsner fra utskriftsplaten under utskrift. Selv om dette kan virke som en kosmetisk feil, ødelegger det dimensjonsnøyaktigheten for funksjonelle utskrifter. I verste fall kan overdreven vridning føre til at hele utskriften faller av platen og blir ødelagt.
 Bildekreditt: CNC Kitchen/YouTube
Bildekreditt: CNC Kitchen/YouTube
Hva forårsaker vridning?
For å forstå mekanismen bak vridning kan vi tenke oss en liten vegg som skrives ut i ABS. De første lagene legges ved 260 °C på en plate som er varmet opp til 100 °C for å sikre vedheft. Etter hvert som utskriften fortsetter, holder lagene i nærheten av platen 100 °C, mens lagene lenger opp er betydelig kaldere.
De øvre lagene, som er i kontakt med den kalde luften, vil krympe når de kjøles ned, mens de varmere lagene i nærheten av den oppvarmede platen er større på grunn av ekspansjon. De krympende topplagene fører til at de varmere lagene nær platen krøller seg sammen, noe som gjør at hjørnene løfter seg fra platen.
Selv om vedheft på platen kan redusere vridning, skyldes vridning hovedsakelig temperaturforskjellen mellom de varme og kalde lagene i utskriften. Derfor er vridning mer synlig i tekniske materialer som nylon og ABS, som skrives ut ved betydelig høyere temperaturer.
Hvordan forhindre vridning
Den beste måten å redusere vridning på er å minske temperaturforskjellen i utskriften. For ABS-utskrifter er dette enklest å oppnå med et lukket utskriftskammer. Dette fanger varmen fra platen og kan føre til at temperaturen i kammeret stiger til så mye som 70 °C i mindre printere som Voron 0-serien.
Denne metoden fungerer også for mer utfordrende materialer som nylon og polykarbonat. Det anbefales å flytte printerens elektronikk utenfor kammeret for å sikre lang levetid. Selv et kabinett kan ikke forhindre at ekstremt store eller høye utskrifter vrir seg i en større 3D-printer. Da kan det være nødvendig å varme opp utskriftskammeret aktivt til minst 60 °C.
Vær oppmerksom på at så høye kammertemperaturer ikke er ideelle for materialer som PLA og PETG, som har en tendens til å mykne ved disse temperaturene. Disse materialene skrives best ut i åpne 3D-printere, der platen er varmet opp til materialets glassovergangstemperatur (mellom 45 °C og 60 °C) for å fremme vedheft. Du kan redusere vridning ytterligere ved å senke dysetemperaturen, men dette kan svekke utskriften.
Som en tommelfingerregel vil det å legge til rander på store flate overflater eller «tapper» på skarpe hjørner forbedre vedheften, da dette hindrer det krympende materialet i å vri de nederste lagene. Vår veiledning om ulike 3D-utskriftsoverflater og hvordan de brukes kan også bidra til å forbedre vedheften til det første laget.
4. Lagseparasjon eller svake utskrifter
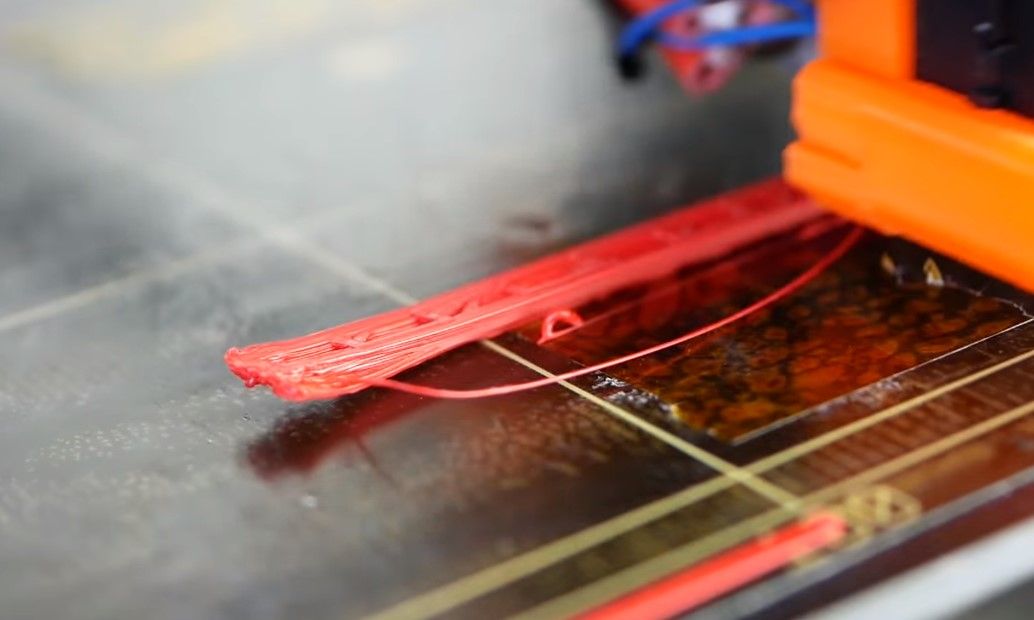
Lagseparasjon eller delaminering oppstår når lagene i en utskrift ikke hefter godt nok til hverandre, noe som resulterer i hull eller sprekker i utskriften. En 3D-printer er i bunn og grunn en smeltelim-pistol styrt av en robot. Og smeltelim fungerer fordi det er, vel, varmt.
Utskrifter ved lavere dysetemperaturer kan gi et penere resultat, men mangelen på varme svekker vedheften mellom lagene. Dette fører til svake utskrifter som lett knekker langs laglinjene.
 Bildekreditt: Callum coles/YouTube
Bildekreditt: Callum coles/YouTube
Hvordan forbedre vedheft mellom lagene og forhindre svake utskrifter
Utskriftens styrke, i alle andre retninger enn langs laglinjene, bestemmes av filamentprodusenten. Du kan lære mer om hvordan filamentvalg påvirker suksessen til 3D-utskriftene dine. Laglinjene er uansett det svakeste punktet for alle 3D-utskrifter. Det er derfor viktig å følge disse beste praksisene for å forbedre vedheft mellom lagene:
Skriv ut med tilstrekkelig temperatur: Kalibrer dysetemperaturen med de tidligere nevnte temperaturtårnene. Disse 3D-modellene er designet for å knekkes ved hvert temperatursegment slik at du kan kontrollere styrken på lagvedheften. Dette er den beste måten å finne balansen mellom utskriftskvalitet og lagstyrke.
Høy viftehastighet for delkjøling: En for høy viftehastighet kan kjøle lagene for raskt, noe som resulterer i dårlig vedheft. Raskere delkjøling gir penere utskrifter og bedre overheng/støtte, men dette påvirker vedheften mellom lagene negativt for materialer som ABS, nylon og polykarbonat.
Fuktig filament: Hvis filamentet er fuktig, vil det danne damp i den varme dysen, som introduserer mikrobobler og hulrom i det ekstruderte materialet. Dette ødelegger ikke bare overflatekvaliteten, men gjør også utskriften skjør. Nybegynnervennlige materialer som PLA og PETG er ikke like utsatt for fuktighet, men hygroskopiske filamenter som nylon må tørkes grundig i en filamenttørker før utskrift.
De fire ryttere i 3D-printing-apokalypsen
En vellykket 3D-utskrift handler ikke bare om å sikre god vedheft for det første laget. Ved å justere innstillingene for skriveren og slicer-programvaren for å redusere de fire vanligste feilmodusene, vil du betydelig redusere sjansene for å oppleve en mislykket 3D-utskrift.